

SPC控制图公式_均值极差SPC控制图公式应用实例分析
关键词:SPC控制图公式,均值极差图,SPC控制图,过程能力
SPC控制图公式是指用来制作SPC控制图的各种公式的总和,控制图不同,公式也不同。下面我们就以一实例,讲解制作均值极差控制图都需要用到哪些SPC控制图公式。

图示:盈飞无限均值极差SPC控制图
某公司生产轴颈产品,工序冷轧占轴颈不合格项的比例比较大,由于是关健质量特性 ,故决定应用SPC控制图公式对此工序进行过程控制。
步骤1:取预备数据,然后将数据合理分成25组。
步骤2:计算各子组样本平均数X,例如第一组样本的平均值为1.840.
步骤3:计算各子组样本极差R,例如第一组样本的极差为0.010.
步骤4:计算样本总均值X与平均样本极差R,样本总均值为1.843,平均样本极差为0.019.
步骤5:计算R图和X图的参数。
先计算R图的参数,然后作极差图。当样本n=5,D4=2.114,D3=0代入R图的公式可得:
UCLR=D4R=2.114×0.019=0.040
CLR=R=0.019
LCLR=D3R=0×0.019=0 (A2、D3和D4是常数查表可得0.577、0、2.114)
可见现在R图判稳。故可接着在建立均值图。
由于n=5、A2=0.577代入X图公式可得:
UCLX=X+A2R=1.843+0.577×0.019=1.852
CLX=X=1.843
LCLX=X-A2R=1.843-0.577×0.019=1.832
步骤6:与规范进行比较。
已经给定的质量规范限为TL=1.83,TU=1.87、利用得到的统计控制状态下的R;X来计算过程能力指数:
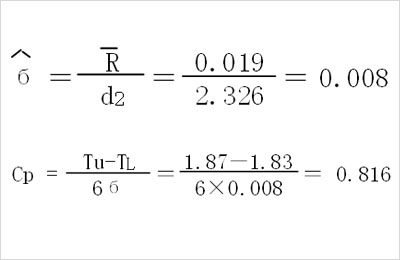
图示:SPC控制图公式
由于X=1.843,与容差中心M=(Tu+TL)/2=(1.87+1.83)/2=1.85不重合,有必要计算偏移过程能力指数。
计算有偏移的过程能力:
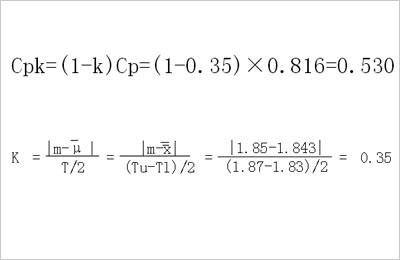
图示:SPC控制图公式
由于存在分布中心与容差中心的偏移,故有偏移的过程能力不足1。
步骤7:延长统计控制状态下的X-R图的控制限,进入控制用控制图的阶段,实现对过程的日常控制。
综上所述,根据实际生产情况,车间操作人员会选择不同的SPC控制图,因此,SPC控制图公式也有所不同。当然,在如今的科技环境中,复杂的SPC控制图公式已经不再需要人工计算,而是由SPC软件自动完成,如果您想了解有关更多SPC软件信息,请登录盈飞无限官网www.infinityqs.cn进行查阅。