

SPC控制图——单位产品不合格数u 图
关键词:SPC控制图,u图
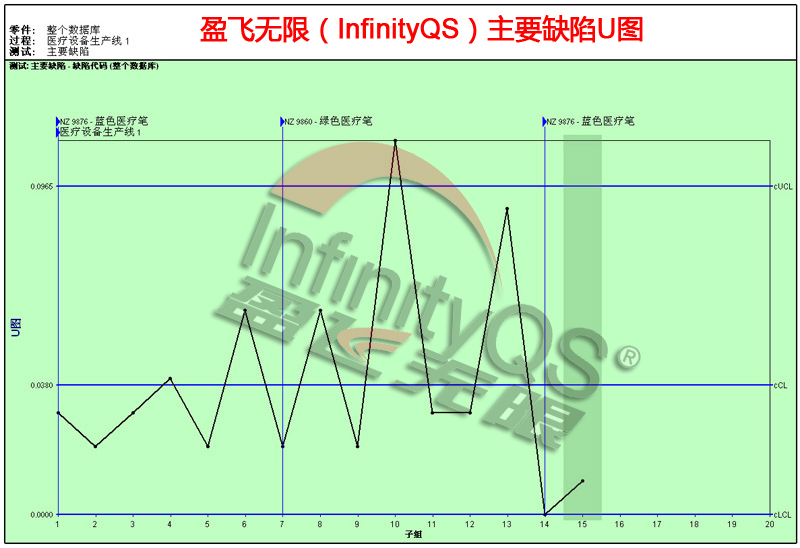
SPC控制图——单位产品不合格数u 图
u 图是用来测量具有容量不同的样本子组内每检验单位产品之内的不合格数量的SPC控制图。除了不合格数是按每单位产品为基本量表示以外,它与另一个SPC控制图c 图相似的。u 图和c 图适用于相同的数据情况,但如果样本含有多于一个“单位产品”的量,可以使用u 图,并且在不同时期内样本容量不同时必须使用u 图。u图的绘制如下:
A .收集数据
各子组样本的容量彼此不必都相同,尽管使它的容量保持在其平均值的正负25%以内可以简化控制限的计算;记录并描绘每个子组内的单位产品不合格数(u)。
u =c/n
式中:c 为发现的不合格数量,n 为子组中样本的容量(检验报告单位的数量)。
每个子组的样本容量n 是按检验报告单位来表示的,有时报告的单位是一个产品单元,如一台发动机。然而,多数情况下检验报告单位不是一个产品单位。
B .计算控制限
计算每单位产品过程不合格数的平均值:

式中:c1,…及n1,…为K 个子组内每个子组的不合格数及样本容量。
计算控制限(UCL 和LCL):

式中n 为平均样本容量。
注:如果某些子组的样本容量与平均样本容量的差通过正负25%,则按下式重新计算其准确的控制限:
式中:u 为过程均值,n 为特定子组的样本容量(检验报告单元的数量)。改变SPC控制图u图上的控制限并作为识别特殊原因的基础。
当样品规格有变化时则应换算为平均每单位的不合格数后再选择SPC控制图中u图。例如,在制造厚度为2mm的钢板的生产过程中,一批样品的面积是2m2,下一批样品的面积是3m2,这时就应都换算为平均每平方米的不合格数,然后利用u图对它进行控制。