

2013-08-30
SPC控制图—均值极差图
关键词:SPC, SPC控制图, 均值极差图
均值极差图(X-R)是最常用、最基本的SPC计量型控制图,控制对象多为:长度、重量、强度、厚度、时间等计量值,其适用范围之广、灵敏度之高是其他SPC控制图无法比拟的。那么如何绘制并使用均值极差图,本文将分步骤详细说明。
- 第一步,确定控制对象。
- (1)选择技术上最重要的控制对象;
- (2)若指标之间有因果关系,则选择作为因的指标为统计量;
- (3)控制对象要明确,便于大家理解与同意;
- (4)控制对象要能以数字来表示;
- (5)控制对象要选择容易测定,以及对过程容易采取措施者。
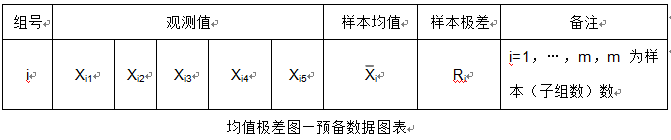
- 第二步,收集预备数据。
取20~25个子组,每个子组由4到5件连续生产的样本构成,图表如下:
- 第三步,计算每个子组的均值X和极差R。
- 第四步,计算总平均值X和平均极差值R。
- 第五步,计算R图控制线并作图。将预备数据点绘制在R图中,并对状态进行判断。若稳定,则进入第六步,若不稳定,则除去可查明原因后转入第四步重新计算。
- 第六步,计算X图控制线并作图。将预备数据点绘制在X图中,对状态进行判断。若稳定,则进入第七步,若不稳定,则除去可查明原因后转入第四步重新计算。
- 第七步,计算过程能力指数并检验其是否满足技术要求。若满足,则进入第八步,若不满足,则重新计算,直至满足技术要求。
- 第八步,延长X-R控制图的控制线,作控制用控制图,进行日常管理。
以上就是绘制并操作SPC均值极差控制图的八个步骤,您是否对均值极差控制图有了更深的认识?当然,纸上得来终觉浅,绝知此事要躬行,赶快实际应用起来吧。