

2013-09-02
如何解读直方图背后的数据波动情况
在实际生产过程中,虽然工艺条件相同,但生产出的产品质量确不会完全相同,而是在一定范围内波动。但这种波动是否正常,是质量工作者在工作时希望了解和掌握的。那么,如何解读qc7大手法之直方图背后的数据波动情况?可从形状和规格界限比较两方面入手。
1形状分析与判断
观察分析直方图整个图形的形状是否属于正常分布,分析过程是否处于稳定状态,判断异常的原因。常见的直方图形状如下:
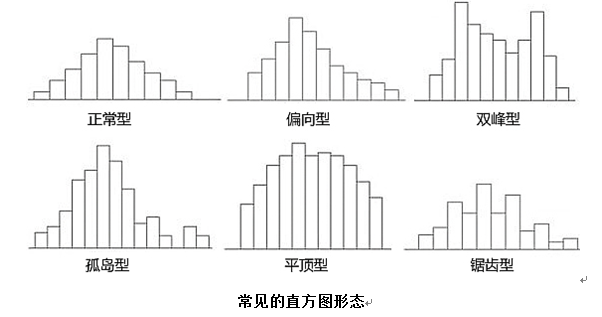
- 1 正常型直方图。又称标准型、对称型直方图。一般情况下,直方图多少有点参差不齐,主要从整体上看其形态。这时,可判定工序运行正常,处于稳定状态。
- 2 偏向型直方图。偏向型又分左偏型和右偏型。一些有单向公差要求或加工习惯的特性值分布往往呈偏向型;孔加工习惯造成的特性值分布常呈左偏型,而轴加工习惯造成的特性值分布常呈右偏型。
- 3 双峰型直方图。直方图出现两个顶峰,这是由于数据来自不同的总体造成的,比如,两个操作者,或两批原材料,或两台设备生产的产品混在一起。
- 4 孤岛型直方图。这是由于测量工具有误差或者原材料一时的变化、刀具严重磨损、短时间内有不熟练工人替岗、操作疏忽、混入规范不同的产品等造成的。
- 5 平顶型直方图。这往往因生产过程有缓慢因素作用引起,如刀具缓慢磨损、操作者疲劳等。
- 6 锯齿形直方图。这是由于直方图分组过多或是测量数据不准、测量方法不当、量具精度太差等原因造成的。
2与规格界限的比较和分析
当直方图的形状呈正常型时,即工序在此时处于稳定状态时,还需要进一步将直方图同规格界限进行比较,从而解读并分析判断工序满足公差要求的程度。
- 1 理想型直方图。这种情况下一般很瘦出现不合格品,因此,可保持状态水平并加以监督。
- 2 偏向型直方图。这种情况下,稍有不慎就会出现不合格。因此,要调与公差中心M近似重合。
- 3 无富余型直方图。表明过程能力已到极限,非常容易出现失控,造成不合格。因此,要立即采取措施,提高过程能力,减少标准偏差s。
- 4 能力富余型直方图。说明工序能力出现过剩,经济性差。因此,可考虑改变工艺,放宽加工精度或减少检验频次,以降低成本。
- 5 能力不足型直方图。这时不合格已经出现。因此,要采取措施提高加工精度,减少标准偏差s。也可分析验证,已定的公差范围要求是否过严,可否适当放松。
- 6 能力不足,左右超限直方图。此时,不合格已经出现。情况要区别对待。
总之,直方图是用来显示质量波动的状态,并传递有关过程质量状况信息。因此,如何正确解读直方图,对于掌握过程的能力状况和受控状态,进行过程质量分析尤为重要。